服务咨询热线
400-637-5237
132-2203-8382
服务咨询热线
400-637-5237
132-2203-8382
电 话:400-637-5237
手 机:13222038382
传 真:025-57482319
邮 箱:Sale.tang@jptec.com.cn
网 址:www.jptec.com.cn
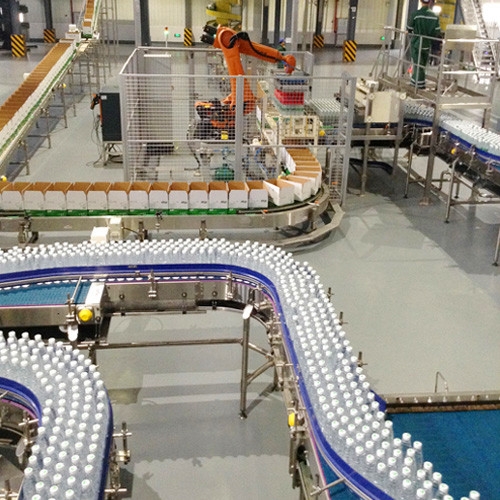
食品饮料行业作为民生支柱产业,其生产效率与产品质量关乎消费者的日常生活与健康。食品饮料生产线作为实现规模化、标准化生产的核心载体,通过将原料处理、加工、包装等多个环节有机整合,很大地提升了生产效率与产品稳定性。研究食品饮料生产线的技术原理与应用,对推动行业高质量发展具有重要意义。
食品饮料生产线的系统组成与工作原理
(一)系统组成
食品饮料生产线主要由原料预处理单元、加工单元、包装单元及辅助系统构成。原料预处理单元负责对原材料进行清洗、筛选、破碎等初级处理;加工单元依据产品类型,进行调配、混合、杀菌、发酵等核心工艺操作;包装单元完成产品的灌装、密封、贴标、装箱等工序;辅助系统则包括供水、供电、温控、通风等设施,为生产线的稳定运行提供保障。
(二)工作原理
生产线通过自动化控制系统实现各单元的协同运作。物料在各单元间依照预设的工艺流程,通过输送带、管道等传输设备有序流转,各环节的设备根据设定参数自动完成相应操作,实现从原料到成品的连续化、自动化生产。
食品饮料生产线的核心技术特点
(一)自动化与智能化
现代食品饮料生产线广泛应用传感器、PLC 控制系统及工业机器人等技术,实现生产过程的实时监控与精准控制。例如,通过传感器监测物料流量、温度、压力等参数,PLC 系统根据预设程序自动调整设备运行状态,减少人工干预,提高生产效率与稳定性。
(二)模块化设计
生产线采用模块化结构,各功能单元相对独立又可灵活组合。这种设计便于根据产品需求快速调整生产线布局,更换或升级特定模块,满足多样化生产需求,降低企业设备更新成本。
(三)卫生与安全保障
食品饮料生产对卫生安全要求很高。生产线采用食品级不锈钢等耐腐蚀、易清洁材料,关键部位设置杀菌消毒装置,如高温灭菌、紫外线消毒等,同时配备完善的废料处理与排放系统,确保生产环境符合食品安全标准。

质量控制体系
(一)原料质量管控
从原料采购源头进行严格检验,对原材料的理化指标、微生物含量等进行检测,确保投入生产的原料符合质量要求。
(二)过程质量监控
在生产过程中,通过在线检测设备对产品的关键质量参数,如饮料的糖度、pH 值,食品的水分含量等进行实时监测,一旦发现异常立即预警并采取调整措施。
(三)成品质量检测
成品下线后,进行抽样检验,包括感官检测、理化分析、微生物检测等,只有符合质量标准的产品才能进入市场流通。
典型应用场景
在饮料生产行业,生产线可实现碳酸饮料、果汁、乳制品等不同类型饮料的大规模生产;在食品加工方面,适用于烘焙食品、休闲食品、速冻食品等的生产。不同类型的生产线根据产品特性,在工艺参数与设备配置上有所差异,但均遵循高效、稳定、安全的生产原则。
发展趋势
未来,食品饮料生产线将朝着更加智能化、绿色化、柔性化方向发展。人工智能与大数据技术的应用将进一步优化生产过程;节能环保技术的普及将降低生产线能耗与污染排放;而柔性制造技术的发展,将使生产线能够更快速地适应市场需求变化,实现多品种、小批量生产。